营口北方变频全自动钢桶缝焊机的开发与研制
营口北方制桶设备科技有限公司 王志坚

王志坚先生在2010年钢桶行业大会上演讲
尊敬的各位领导、各位嘉宾、同仁们:
大家好!
我来自营口北方制桶设备科技有限公司,今天我们共同迎来了“中国包装联合会钢桶专业委员会第一届三次会员代表大会”,切磋行业发展之经验,探讨科技发展之未来。在此,我代表公司慕总向各位关注和支持营口北方制桶设备科技有限公司的领导、嘉宾和同仁们表示衷心的感谢。
营口北方制桶设备科技有限公司,是一家历史悠久,技术卓越的制桶设备企业。1908年由英国商人创办,起名 “亚细亚火油公司营口油栈”,1951年更名为“营口制桶厂”。 2008年,改制更名为 “营口北方制桶设备科技有限公司”, 曾隶属于原商业部、中国石化总公司。
公司坐落在辽宁五点一线与沈阳经济区的辽宁沿海产业基地。占地面积2.1万平方米,车间作业面积达1万平方米,包括四个制桶设备制造车间和一座办公楼。拥有各种机械加工机床、检测及试验设备120余台套,设备先进、配套齐全;现有员工200余人,大专以上学历40人,产品研发人员24人。是国内仅有的一家既生产制桶设备又生产钢桶的专业公司, 也是中国仅有的生产高速制桶设备的专业公司。
几年来,公司秉承“以人为本,技术领先”之发展理念,海纳大量的技术人才,先后研发了吹桶机、高速丝网印刷机、立式胀锥机、缩径机、自动上盖机、自动寻缝机、自动上料系统、HJ10型变频全自动钢桶缝焊机、高速新型立式制桶设备等一系列制桶设备。并获6项国家专利。特别是HJ10型变频全自动钢桶缝焊机的研制成功,标志着制桶设备技术水平达到了新的历史高度。是自动制桶生产线“实现质量和速度”的飞跃。它是我们在制桶设备技术上的“引进、消化、吸收、到再创新”的完美体现。
下面我就特别的介绍一下我们开发研制的《HJ10型变频全自动钢桶缝焊机》,和各位领导、各位嘉宾、同仁们共同分享。
我们研制全自动钢桶缝焊机有几十年的历史,早在1983年,我公司的前身营口制桶厂与原中国石化销售公司华东分公司联合承担了由中国石化总公司出资立项的《高速全自动钢桶缝焊机研制》项目(这是当年的立项文件)。开中国研制高速全自动钢桶缝焊机之先河,项目联合研制组经过几年的刻苦攻关,研制了两台高速全自动钢桶缝焊机,分别在原营口制桶厂和原株洲制桶厂投产使用(这是当年研制的全自动钢桶缝焊机)。通过研制、使用,我们掌握了高速全自动钢桶缝焊机的制造机理、调整、维护等原生资料;为我们研制新型高速全自动钢桶缝焊机打下了坚实基础。
2009年,公司成立了以当年参与缝焊机项目联合研制组的技术人员为主的新型全自动钢桶缝焊机科研小组,我们首先开展调查研究,了解国、内外电阻焊设备生产使用情况、国、内外生产焊机焊机产品特性,查阅大量国、内外技术资料,广泛了解、听取专家意见和建议。根据我们几十年研制高速缝焊机的技术与焊接的操作经验,通常采用交流电阻焊在高速焊桶时对于机械参数的调整或钢材料的规格变化是不敏感的;而采用单相直流焊时,对两者必须很精密的控制,才能确保焊接质量稳定。针对制桶行业发展的现状,充分考虑钢桶板材特点,电网使用条件等因素。决定研制采用三相逆变焊接控制技术即交流变频电阻焊全自动钢桶缝焊机。
1.交流变频电阻焊控制工作原理
三相交流50/60HZ电源输入,经整流、滤波变成平滑的直流电,以开关器件产生交替的电压输出,通过调整高频(5KHZ)工作的开通脉冲宽度实现设定的焊接电流输出
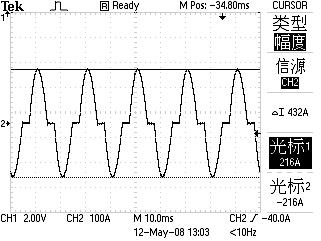
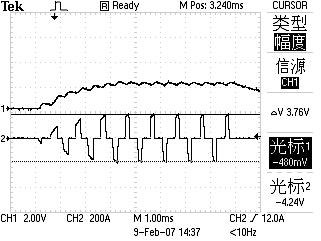
2.波形对比
1)普通工频交流50HZ,次级电流10.0KA,变压器圈比80
焊接电流10.0KA
峰值电流216A
有效值电流125A
比值=125/216=1.73
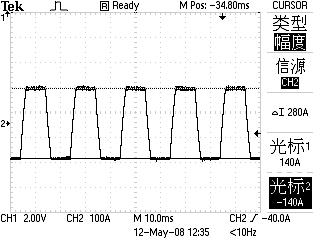
2)交流变频50HZ,次级电流10.0KA,变压器圈比80
焊接电流10.0KA
峰值电流140A
有效值电流125A
比值=125/140=1.12
<
3)数控中频1.0KHZ,次级电流10.0KA,变压器圈比50
焊接电流10.0KA
原边峰值电流200A
为保证焊机制造加工精度和检测需求,我们新进了一批数控加工机床和专用的检测设备。
经过一年多的精心研制,于2010年初研制成功。焊机设计理念先进,节能减排,提高功效。
经上海炼兴实业有限公司半年多使用、观察和比较,证明《HJ10型变频全自动钢桶缝焊机》设计合理,自动化程度高,焊接质量可靠,焊接表面光洁、两端无铁舌,无裂角,减少修整焊轮次数,电机寿命提高10被。节能省电,操作简单方便,各项技术指标达到设计要求,特别是经受住上海百年一遇高温考验(室温达45℃),性能优于该公司现有国外同类焊机。(这是HJ10型变频全自动钢桶缝焊机及上海炼兴实业有限公司验收报告)
交流变频控制比其他控制优点
该机经美国权威机构ROMAN测试报告表明:
三相交流电源输入,功率平衡。
功率因数高,COS¢达到0.9。
电力消耗约降低60 %。
对相同的焊接工件,焊接时间缩短,省时省电;焊接稳定区加大。
优质焊接质量,较高的焊接频率,加热区域较小,高渗透率。
电极使用寿命大大提高(比普通工频提高近10倍)。
焊接控制调整得到简化。
可连接标准的交流变压器。
交流变频焊接具有中频的焊接性能,不用次级整流器,焊机的可靠性提高。
焊机主要技术指标
板材厚度:0.6~1.5mm
焊接长度:500~1100mm
桶 径:φ450~φ600mm
焊接搭接量:2.5±0.5mm
生产速度:600只/小时
电 源:三相380V, 50HZ /60HZ,
变 压 器: 单相交流变压器,额定容量250KVA,
供 气:压力0.6Mpa,压缩空气。
供 水:清洁水,流量6.3m3/h,压力不低于 0.2MPa ,入口温度不超过30℃
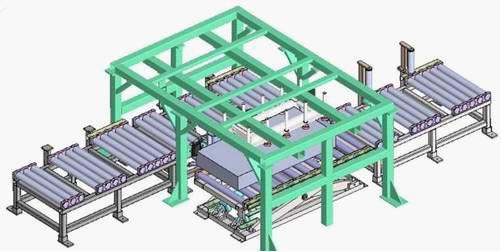
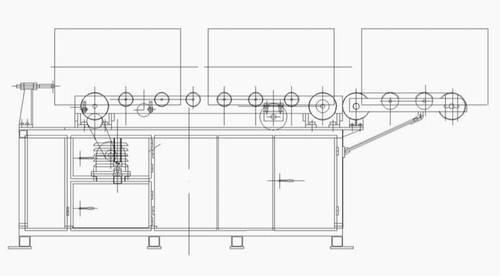
焊机集自动上料、卷圆、焊接、轧平焊缝、卸料等功能于一体,采用焊接变频补偿电控系统及PLC控制系统,配置彩色触摸屏,
实现人机对话,对加工全过程进行监控。
焊机由自动上料系统、卷圆机系统、伺服推送系统、定径系统、焊轮系统、出桶卸料系统、冷却系统、气动控制系统、电气控
制系统等九大系统组成。可根据用户要求配置

1.自动上料系统:
德国直角坐标机械手。
自动分张,双张检测。
伺服输送控制,稳定准确。
真空吸盘,板材无划痕。
上料速度大于600张/小时。
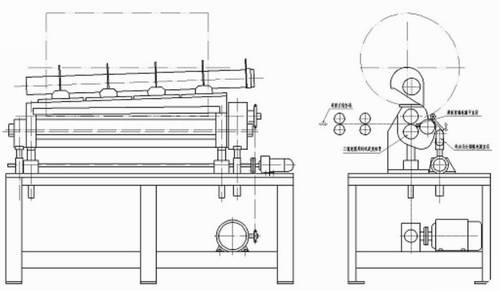
2.卷圆机系统:
进板方向按用户要求设计。
入口输送怠速导向,自动定位,自动校正。
智能控制送料,可避免向焊机重复送料。
三辊卷圆,同一动力源,外圆周向线速度相等。
卷圆辊通过PLC人机界面控制马达电动导引调节卷圆曲率,实现不同桶径。
安装在送板辊与卷圆辊之间滑动板使卷圆后桶的平直段控制在不能再小。
3.焊接
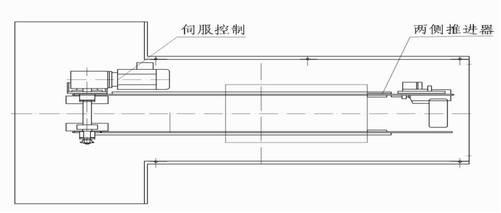
1)伺服推送系统:
桶的传输是通过伺服控制的推进器完成的,分别安装在卷圆机两侧。
按要求调节送桶速度和桶体长度。
推进速度变化平缓。保证桶身运动平稳性及焊接起始段焊接质量。
伺服推送控制系统
伺服采用进口伺服电机、减速机和伺服放大器,通过PLC指令对伺服系统进行控制。具有稳定性强、精度高(精度0.1mm)、可调性强、故障率低等优点。
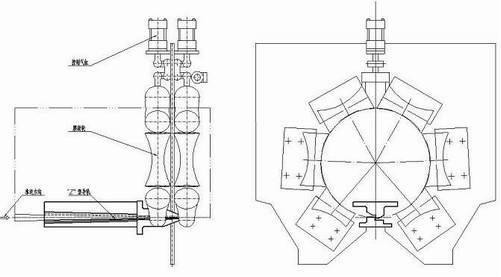
2)由“Z”型导轨、腰鼓轮控制焊接搭接量
焊接搭接量控制:
卷圆后桶身在推进过程中,通过“Z”型导轨逐渐将板材搭边,从后导向端到“Z”型轨鼻型端至焊缝终端使桶身两侧顺利重叠,同时依靠“Z”型导轨确保重叠部位与焊轮中心对齐,完成搭边尺寸控制。
“Z”型导轨轨和“Z”型鼻型端设计可拆卸结构,选用耐磨组件,便于维修更换。
腰鼓轮:
外径定径由一组铜辊组成,双排十二辊结构。
桶身进入定径腰鼓轮的同时也被送入焊接工位。
通过一组红外线桶身位置检测装置控制上腰鼓轮上二个气缸,施加适当成型压力,以保证焊缝搭接量的一致性和稳定性。
通过精确的焊接定位系统,实现了2-3mm的焊接搭边,并能够保证焊接质量的持续稳定,焊接强度高,焊缝密封性能好,焊缝表面美观平整。
3)延长焊轮的使用寿命。
焊轮
设计下焊轮比上焊轮直径大50mm,当下焊轮直径磨损掉50mm后,可以用作上焊轮继续使用。上下焊轮分别由交流变频马
达经滚花轮驱动,焊轮由高硬度和高导电率的铜合金制成,上下焊接回路连同上下焊轮采用循环水冷却系统,保证焊轮不致因发热变形损坏,
焊轮移位装置:
上下焊轮采用机械侧向移位机构,充分利用焊轮的宽度,
焊轮的修整器
上下焊轮均装有修整器,对焊轮表面进行修整,保持焊轮表面光滑、平整。
焊接压力装置
下焊轮由一组杠杆机构通过压力控制装置对焊轮施加衡定的焊接压力,以保证焊接质量。

4.焊缝轧平
利用焊缝在融化的瞬时再结晶对焊缝进行轧平,使金属致密,消除因收缩而致缺陷,使焊缝表面光洁,美观
出桶卸料系统
交流变频控制出桶速度,使焊后钢桶按用户要求实现接序。
5.冷却系统
为保证焊机正常运转,焊机上下焊轮、上下电极板、导电通道及焊接控制器等相关部件均采用冷却水冷却。冷却水为清洁水,流量6.3m3/h,压力不低于 0.2MPa ,入口温度不超过30℃。
6.气动系统
焊机的自动上料机械手、焊轮的轴向移动、定径装置、焊轮电极压力、焊缝轧平、出桶卸料等装置以压缩空气作动力源,由各气动元器件组成气动控制系统,实现相应要求动作。
7.电气控制系统
1)焊接变频补偿电控系统
焊机采用交流变频电阻焊焊接原理,自动化程度高,性能稳定,焊接质量可靠。焊接功率因数高,高渗透率,节能省电。
变压器
单相交流变压器,额定容量250KVA,电源输入电压380V,频率50HZ,额定输入电流658A,次级空载电压6.4V、7.45V、8.44V、9.74V。
控制系统
变频电阻焊控制:
a)变频输出电源频率:25HZ~400HZ
b)可编程64套焊接规范
c)三段加热过程:预热、焊接、回火;其中焊接段中可以自己定义递增和递减段
d)可编程压力控制,多达可定义10个压力段
2)实现PLC触摸屏调节
该设备采用目前新式的PLC中文触摸屏进行调节控制,实现了更简单和直观的人性化调节,轻松实现计算机自动控制,不仅调节准确,而且迅速、稳定。可以预设置几十组焊接参数,当改变材料时可以轻松实现焊接参数的更换。
采用可编程控制器作为控制核心,配有输入输出模块、模拟量输入模块、人机对话通讯连接板。主要功能:信号采集、输入输出控制、延时控制、伺服脉冲控制、变频调速控制、信息处理功能。自动开机检测装置,确保供水、供电、供气等达到设定条件下方能实现开机。过载安全保护装置,确保电机安全使用。工位检测保护装置,确保每一工位工件匹配确定性。
1、初始画面
2、控制画面
3、主画面

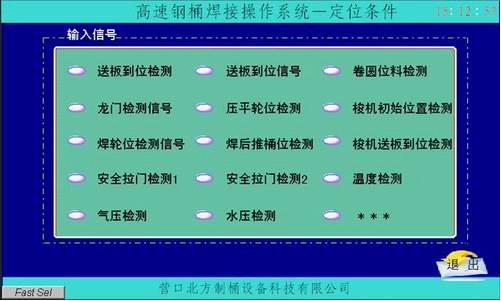
4、定位条件画面
5、生产设置画面

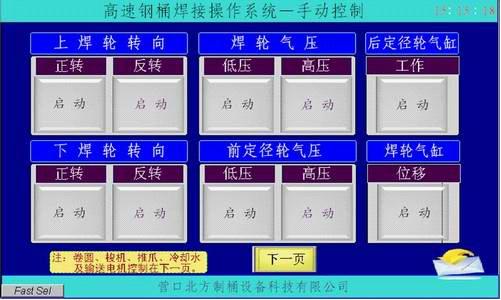
6、手动控制画面
7、密码输入

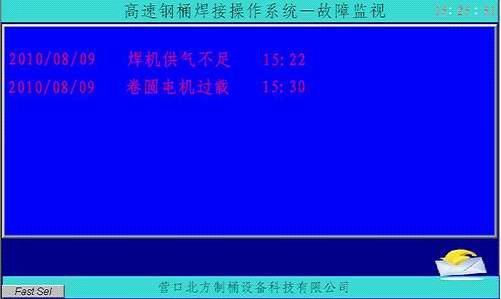
8、故障监视画面
以上是我们研制HJ10型变频全自动钢桶缝焊机具有特点,讲的不对的地方还请大家批评指正。
从1908到2010年,回首北方制桶走过的百年历程,经过我们几代人的不懈努力,实现了企业由小到大的变迁,实现了一次次科技创新的跨越。今天,能够与各位在此相聚,共同探讨制桶行业的发展与未来,我们感到万分荣幸。在此,感谢中国包装联合会钢桶专业委员会,感谢各位领导、嘉宾和同仁们长期以来对北方制桶的支持和关爱,感谢大家今天给我们这个机会,是你们的支持为北方制桶提供了发展的动力与源泉。同时,非常希望各位能够继续支持营口北方制桶,在这里,我代表慕总诚挚欢迎大家到营口北方制桶做客、检查指导,欢迎大家多提宝贵意见。
谢谢大家!
2010年11月21日
|